







AG8旗舰厅通风降温系统
电 话:0579-81328720>
传 真:0579-81328720
联系人
售前咨询:13388660553
技术指导:18858318765
售后服务:15068216608
地址:上海 金华 嘉兴 襄阳
厂房负压通风降温设计_离心式和罗茨式鼓风机的选择机械百科奥克
由于华东区域担负了奥克斯中央空调销售规模中最大的份额,一直以来华东市场也是奥克斯中央空调的生命线。根据宁波总部的要求,初步规划,以江苏、浙江、上海为中心的华东市场在2011年度中需要完成约为5亿元的销售任务。为了进一步深化华东市场的渠道开拓工作,车间降温风机,优化资源配置,奥克斯中央空调率先对江苏市场进行重新布局。
调整之前,奥克斯中央空调在江苏市场共设立两个营销中心,由无锡中心负责管辖苏南市场(苏州、无锡、常州),南京中心管辖余下的区域市场。调整之后,苏南营销中心仍然负责苏州、无锡、常州三地;南京营销中心则负责南京市、镇江、扬州、盐城、南通、泰州等区域市场;新增设徐州营销中心负责徐州、宿迁、连云港和淮安地区。此次调整的实质是对江苏市场进行更精细化的运作,将原本的“大苏北”市场进行再次细分,从而大致形成了苏南、苏中、苏北三大板块的格局。
,负压风机价格; 新成立的徐州营销中心将专注于徐州、宿迁、连云港和淮安区域的市场推广、销售网络构建、售后服务以及工程安装服务的支持工作。据了解,此轮调整后,2011年度奥克斯中央空调江苏市场总销量有望突破1.5亿元。
以前,在五坐标加工中心上铣制直纹面三元叶轮时,多次发现铣制后叶轮叶片的侧面出现很多波纹,如图 1 所示。更有甚者,刀具在铣制过程中突然绕一个不规则的圈,将正常的叶片啃掉,即出现严重的挖刀现象,见图 2 。起先以为是叶片型线的数据点不光顺造成的。后经多方试验,对数据进行空间造型放大观察,未发现不光顺现象;借助于计算机软件对原数据进行多次光顺处理后,结果亦未有丝毫的改善。
1 产生叶片侧面波纹及挖刀现象的原因分析
要了解数控加工过程中刀路的详细情况,需借助于三维实体仿真软件 Vericut 进行刀路和刀轴矢量分析。图 3 即是图 1 中刀路曲线情况(刀尖运行滚迹)。从图中看出,在叶片侧面出现波纹的地方刀路出现了明显的横向皱褶。如此加工的结果,刀痕必然出现波纹。下面是加工该处的数控程序片段:
(MSG, DEPTH 1- 1 AS-BR BEGIN PASS 3- 7 )
N462X-166.015Y439.560Z-341.691B57.613A-87.520F0.304
N463X-243.879Y440.323Z-301.357B45.480A-87.734F0.299
N464X-321.065Y440.993Z-231.235B31.143A-87.830F0.291
N465X-380.055Y441.567Z-136.648B16.045A-87.782F0.276
N466X-410.933Y442.046Z-34.660B1.942A-87.586F0.295
N467X-417.279Y442.421Z57.177B-9.874A-87
.262F0.302
N468X-409.263Y442.682Z132.747B-19.262A-86.834F0.303
N469X-395.423Y442.817Z191.687B-26.402A-86.332F0.306
N470X-380.994Y442.829Z236.766B-31.674A-85.785F0.310
N471X-368.992Y442.730Z270.181B-35.336A-85.231F0.319
N472X-359.875Y442.518Z296.876B-37.896A-84.631F0.290
N473X-355.835Y442.232Z314.412B-39.107A-84.084F0.294
N474X-356.818Y441.921Z324.235B-39.178A-83.609F0.295
图 4 为出现挖刀处的刀路曲线情况。由图中可以清楚地看出在出现挖刀的地方,刀路曲线绕了一个很大的圈(虚线部分),从而导致了挖刀。下面是加工该处的数控程序片段:
N1000X-17.110Y443.900Z455.872B-105.926A-87.461F0.238
N 1001 X-18.898Y443.822Z447.159B-106.317A-
88.020F0.262N 1002 X-24.607Y443.644Z437.867B-106.198A-88.610F0.255
N 1003 X-42.832Y443.355Z427.369B-104.375A-89.198F0.252
N 1004 X-161.423Y442.955Z388.320B-88.218A-89.760F0.249
N 1005 X-137.554Y442.456Z-388.174B49.008A-89.651F0.030
N 1006 X-73.074Y441.867Z-396.746B57.406A-89.137F0.250
N 1007 X-62.195Y441.200Z-390.465B58.138A-88.650F0.254
N 1008 X-61.149Y440.456Z-382.766B57.476A-88.189F0.255
N 1009 X-63.610Y439.639Z-374.724B56.295A-87.751F0.255
N 1010 X-67.650Y438.742Z-366.496B54.848A-87.328F0.251
N 1011 X-72.380Y437.772Z-358.220B53.266A-86.923F0.249
N 1012 X-77.310Y436.741Z-350.037B51.631A-86.541F0.250
N 1013 X-82.210Y435.653Z-341.989B49.978A-86.180F0.252
N 1014 X-86.964Y434.515Z-334.102B48.322A-85.841F0.253
N 1015 X-91.581Y433.303Z-326.216B46.635A-85.515F0.247
N 1016 X-95.929Y432.025Z-318.398B44.936A-85.201F0.242
经查阅 Vericut 软件资料得知,该软件的刀具路径仿真完全是按照机床控制系统对数控程序的解释方法来执行的。所以它的仿真结果应该和机床的实际加工过程相吻合。在仿真过程中所看到的现象即是将来机床加工的实际情况(不考虑加工工艺系统的受力变形等)。
图 5 是图 1 加工路径段的刀轴矢量线图。从图中画圈处看出,从左至右,刀轴矢量线由左偏逐渐过渡到右偏,中间部位接近于垂直。再仔细查看数控程序,发现此段程序中 A 轴摆角非常接近 -90 °,达到 -89.7 °。
经过咨询多轴机床控制系统方面的专家,控制系统在解释以上程序段时,在某一旋转轴旋转角度接近 90 °的情况下,由于偏角值非常小,导致控制系统在进行插补计算时误差非常大,从而出现超出想象的实际刀具路径的情况。这就是出现上述刀路波纹和挖刀现象的真正原因。它并不会因所用控制系统的不同而有质的不同,只会有量的变化。
2 避免出现刀路波纹和挖刀现象的方法
由以上分析可知,要避免这种波纹和挖刀现象的出现,改变控制系统、改换机床都无济于事,只要是五轴联动加工,使用以上程序的情况下都会出现类似情况。只有改变数控程序(机床程序),使机床旋转轴不至于出现这种小偏角的情况,亦即改变刀轴矢量的偏角大小,才能从根本上消除这种现象,从而避免工件加工报废和机床事故的发生。
3 结论
五轴联动数控加工在程序编好后,最好经过三维加工仿真验证。因为此类加工过程很难预料,往往会出现意想不到的结果,造成工件报废或机床安全事故。推荐采用 Vericut 软件进行仿真,必要时进行刀具路径、刀轴矢量分析检查。
网站首页 | 关于我们 | 联系方式 | 使用协议 | 版权隐私 | 网站地图 | 友情链接 | 网站留言 | 广告服务 | 离心风机 | 电源线 | 京ICP备10201990号-7 ©2008-2010 风机销售网 All Rights Reserved
风机销售尽在
几乎所有大型设计项目的首要目标都是如何获得最轻的重量。HyperSizer是一种复合材料结构分析及优化软件,是专为含有复合材料的宇宙飞船设计的,其故障容差为零。这些设计必须在低重量与高强度之间找到关键性平衡点。风电行业,依然如此。在设计风机叶片时,重量起着极其重要的作用。因为叶片更轻,它所采用的原材料就更少,就更易于制造和运输,同时疲劳载荷也就更低。
由于风机叶片故障率仍高居不下(一项对桑迪亚有记载的风电设备的调查表明叶片故障率高达20%),故障停工代价高,不利于企业,因此,叶片设计师和制造商必须借助最佳方法来设计复合材料。
以HyperSizer软件为例,它是一种复合材料结构应力分析和尺寸优化工具,可自动与许多有限元分析((FEA))解算器共同工作。在一个反馈环路中,HyperSizer软件与有限元分析((FEA))解算器共同探索重量最小化、结构完整性和可制造性最大化的解决方案。该软件采用一层接一层,甚至一个有限元接一个有限元的方式对设计进行快速评估,对整套复合材料结构进行分析。同时,对每一种复合材料层压板设计的一切可能组合进行优化,使设计师几乎能够控制一切设计细节。
瑞士复合材料制造商顾瑞特公司的设计师揭开了通用设计的涂层集合,展示了复合材料转子叶片的复杂性。
HyperSizer软件可用以优化复合材料、结构、原材料及接口,从而设计出最轻,最耐用的叶片。
(图片由顾瑞特提供)
目前,实用规模风力发电机叶片的直径范围为40米到90米。但是,处于设计阶段的概念叶片和原型叶片的直径惊人的接近145米。随着叶片变的更长,设计工程问题就变得越来越严重,诸如结构强度、疲劳性能、抗弯稳定性、叶片硬度、翼尖绕曲度和扭曲限制。简言之,叶片的重量必须尽可能的轻,具备足够维持其空气动力学形状的硬度,同时还要有足够的耐用性来承载风力载荷且无材料损伤。此外,大型叶片必须对重量和硬度进行合理布局,避免因气动弹性载荷引起的不稳定性。
HyperSizer进行板材调换,寻找最符合叶片特定部位设计要求的板材
为了对假定分析方案、行业研究方案、叶片设计的灵敏性进行评估,HyperSizer软件会纪录风机叶片内部部件的载荷,确定一种板梁概念、横截面尺寸、原材料与接口的最佳组合,风机叶片内部部件的载荷通过有限元分析计算得出,。为了达到这一目标,该软件会对许多不同的失效模式进行分析,所有叶片区域、一切载荷情况和分析都可实现正安全边际(安全系数为1)。此外,该软件还可用于板材设计。例如,蜂窝板或泡沫夹心结构可能都适宜于剪切腹板,而结实的层压板可能最适合叶片前缘。HyperSizer软件可检测不同的连接口及板材横截面形状。
提高叶片的可制造性和疲劳寿命可使片层脱离实现最小化,从而削减成本。
HyperSizer可对含有螺栓、粘结接口(如剪切腹板与表层)的叶片区域进行评估。对螺栓区域进行分析,优化连接点的厚度,可防止由较重结构引起过度建造的一般性问题。而对粘结接口进行的高级分析则着眼于层间剪切和剥离应力、分层及裂纹萌生的研究。
材料的内置资料库可控制材料的温度及湿度依赖性性能,同时内置资料库可根据软件公司及项目资料进行定制。数据库包括金属物质(各向同性)、石墨和玻纤系统,夹芯板(蜂窝结构、泡沫结构、合成结构),混成积层板(胶带、织物和金属箔)。有了这一材料清单,使用者就可对100多种基于非有限元分析故障模式的所有载荷情况进行分析。
? ?????浙江富春江环保热电有限公司75T垃圾焚烧发电2#锅炉引风机及电机参数如下: ? ? ? ????针对此高压 变频器 项目,北京合康亿盛科技有限公司通过对生产工艺流程、现场使用条件的充分调研、测试和反复研讨、论证,以为采用合康HIVERT-Y10/058(710kW/10kV)系列高压 变频器 完全能满足要求。 ? 采用北京合康亿盛有限公司自主生产和研发的高压变频用具有以下优点: ????●??优良的调速性能,可完全满足生产工艺要求;? ????●??良好的节能效果,可进步系统运行效率;? ????●??实现电机软启动,减小启动冲击,降低维护用度,延长 设备 使用寿命;? ????●?系统安全、可靠,确保负载连续运行;? ????●??控制方便、灵活,自动化水平高。 ????HIVERT系列大功率高压变频器属直接高-高方式,采用先进的功率单元串联叠波技术、空间矢量控制的正弦波PWM调制方法、新奇的全中文操纵界面和高性能IGBT功率器件,可用于各类高压电动机驱动的风机、水泵类负载的调速、节能、软启动和智能控制等。 ????HIVERT系列高压变频器采用交-直-交直接高压(高-高)方式,主电路开关元件为IGBT。每相由9个功率单元串联而成,叠波升压,充分利用常压变频器的成熟技术,因而具有很高的可靠性。 ??????为了保证变频器故障时机组正常运行,系统采用手动旁路方式,一次回路如下图所示: ? ? ????变频运行:K1、K2闭合,K3断开,由机旁操纵箱合闸断路器DL1为变频器供电,再通过变频器本地或远程启动电机变频运行; ????工频定速运行:K1、K2断开,K3闭合,由机旁操纵箱合闸断路器DL1,直接启动电机定速运行; ????变频器维护、修理:K1、K2断开,变频器与高压电源完全隔离。 ? 此高压变频器的外形图见下: ????变频器自投运以来,降低了生产本钱(机械设备维护用度的降低,增长机械设备的寿命);进步了自动化水平(减轻劳动强度,进步生产率);实现了电机软启动(避免冲击电流,延长设备使用寿命)。
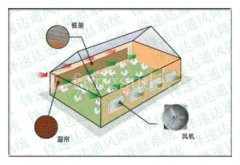
AG8旗舰厅负压风机-大北农集团巨农种猪示范基地风机设备水帘设备供应商!台湾九龙湾负压风机配件供应商! 主要产品猪舍通风降温,猪棚通风降温,猪场通风降温,猪舍风机,养殖地沟风机,猪舍地沟风机,猪舍多少台风机,厂房多少台风机,车间多少台风机,猪舍什么风机好,厂房什么风机好,车间什么风机好,多少平方水帘,多大的风机,哪个型号的风机 相关的主题文章: 推荐案例

| |||||||||||||||||||||||||||||||||||